
Для шліфування, вирівнювання деревини, металу, каменю, пластику застосовують абразивні матеріали. Для ручного доведення або з використанням шліфувальних ручних машин, потрібен наждачний папір. Це такий матеріал із шорсткою поверхнею. Ступінь «шорсткості» визначає зернистість наждачного паперу. Що це таке і як вибирається, які ще різновиди наждачки можуть бути, як її вибирати. Про все це читаємо далі.
Зміст
Що таке наждачний папір
Наждак, шліфувальна шкурка (або просто шкурка), шліфувальний папір, абразивний або наждачний папір – це все назви одного і того ж матеріалу. Цей матеріал являє собою абразив на гнучкій основі для ручної або апаратної обробки різних матеріалів. Є наждак для металу, деревини, пластику, скла. Застосовують іноді й для обробки штукатурки та шпаклівки, але для цих цілей зручнішою може бути шліфувальна сітка. Вона не так забивається.
Абразив для шкурки – це невеликі частинки жорстких матеріалів різного розміру. Ці частинки називають зернами, а їхній розмір – зернистістю. Вони приклеюються на гнучку основу. Найчастіше зустрічається шліфувальна/абразивна шкурка на паперовій основі. Це найдешевший вид, але не найміцніший. Тканинна основа надійніша, але може тягнутися, що теж не завжди зручно під час роботи. Наждак на поліетиленовій основі – водостійкий шліфувальний матеріал. Це найдорожчий вид, але можна працювати навіть у воді. Для мокрої обробки також застосовується наждак на водостійкому папері.

Наждачний папір застосовують для усунення нерівностей і дефектів, для отримання гладкої поверхні, шліфування та полірування. Тож обробка наждаком може бути грубою або тонкою. Під грубою розуміють усунення фарби або іржі, задирок, первинне вирівнювання поверхні. Для цієї роботи застосовують матеріал із великим (від 500 мкм до 1 мм і більше) і середнім (від 200 мкм до 500 мкм) зерном. Отримання рівної і гладкої поверхні – шліфування, полірування – це вже тонка або фінішна обробка. Для цього типу робіт застосовують шкурку з дрібним зерном (менше 200 мкм).
Форми випуску та види
Звична нам форма випуску – в рулонах або листах. Листова може бути на основі картону, а може бути на щільному папері. Найчастіше вона більш жорстка, ніж рулонна. Рулонну частіше застосовують на стрічкових шліфувальних машинах, та й при ручному використанні теж. Крім того, є такі види абразивних матеріалів:
- Абразивні круги. Використовуються для установки на насадки для спеціальних машин. Це можуть бути шліфувальні машинки, насадки на дриль, КШМ. Є різного типу:
- Звичайні круги різного діаметру і різної зернистості.
- З липучкою, приклеєною з тильного боку.
- Пелюсткові – це коли на основу наклеєні смужки наждачного паперу. Можуть бути різної зернистості. Застосовуються для чорнової обробки металів (зазвичай), для зняття фарби (зокрема і з бетону).

- Стрічки для стрічкових шліфувальних машин. Вони мають певну довжину і ширину – під найбільш поширені типорозміри.
- Сітка. Тонкий дріт, переплетений у вигляді полотна. Абразивні частинки приклеюються на дріт. Такий матеріал зручний для шліфування штукатурки, оскільки більша частина пилу, що утворюється, прокидається крізь осередки сітки й абразив не забивається. Саме такий матеріал застосовують для вирівнювання гіпсової штукатурки під фарбування.
Є ще шліфувальні губки. Це абразив, який нанесений на спінений поліуретан. Цей тип абразиву застосовують для доведення до гладкості поверхонь із пазами, різьбленням, заглибленнями. Абразивні частинки можуть наноситися на одну, дві або чотири сторони губки. Можуть бути одного розміру або різного. Але зазвичай, це дрібне зерно, просто різного ступеня «дрібності». Губки зручніші, оскільки приймають будь-яку форму, крім того, їх можна промити від пилу і висушити. Кількість промивок не обмежена. Від миття вони не страждають, можна застосовувати поки зерно не обсипалося. А це залежить від якості.
Види зернистості наждачного паперу
Як уже говорили, зернистість наждачного паперу – це розміри фрагментів абразиву. Вимірюються вони в мікрометрах. Найменше зерно, яке зустрічається в наждачному папері, має всього 3-5 мкм, найбільше – 1000 мкм (це 1 мм). За розмірами зерна розрізняють дрібнозернистий і грубозернистий абразив.

Для того щоб можна було зрозуміти, який конкретно матеріал перед вами, розміри абразивного зерна вказуються в маркуванні. Але з ним не все так просто. За часів СРСР було запроваджено ГОСТ (3647-80). Зараз все “сімейство” наждачних паперів класифікується за українським і зарубіжним стандартами. Тому далі, для простоти, всі показники будуть вказані відповідно до українського ДСТУ. Він відповідає закордонному стандарту FEPA, або ISO 6344, як загальноприйнятому в світі. Однак деякі країни застосовують і свої стандарти (Канада, США, Китай, Японія).
За старим стандартом прописується мінімальний розмір зерна. Тобто чим більше число, тим крупніше зерно. Але треба мати на увазі, що частина зерен менша. Крім того, маркування (буквене позначення) для крупного і дрібного зерна різне. Це варто пам’ятати.
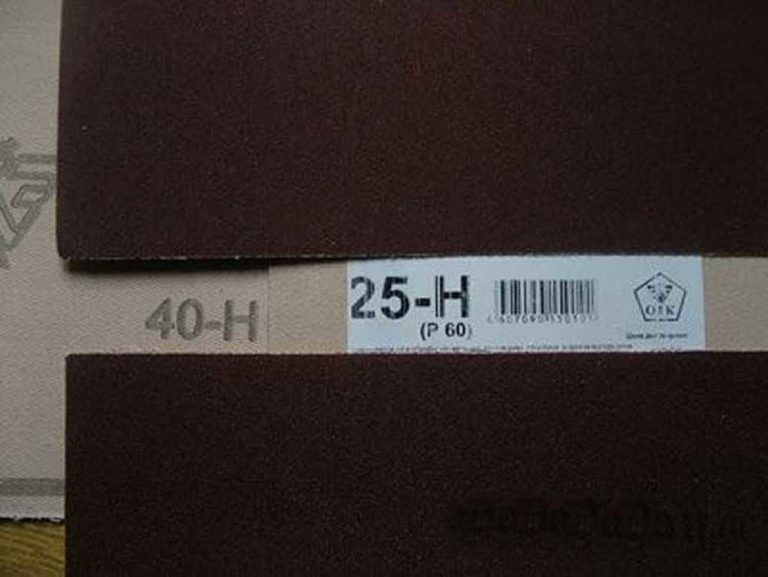
Для грубозернистого наждаку, зернистість наждачного паперу вказується в мікронах, а після нього пишуть букву Н з дефісом перед нею – «Н». Наприклад, 63-Н, Це означає, що мінімальний розмір зерна на наждаку буде 63 мікрометри (мкм). Але там же будуть частинки більшого розміру. Наскільки більші? Трохи менші за попередню марку. У цьому випадку крупніше 63-Н тільки 80-Н, тобто зерно буде трохи менше 80 мкм. Другий приклад – 6-Н. Розмір зерна не більше 6 мікрометри або 60 мкм, а найбільші будуть не більше 80 мкм (оскільки попередня марка 80-Н).
| Маркування зерна наждачного паперу по ДСТУ 3647 | Маркування ISO 6344 | Розмір зерна в мікрометрах (мкм) | Область застосування і види робіт |
|---|---|---|---|
| 80-Р | Р22 | 800-1000 | Чорнова обробка сталі, іншого металу, деревини, видалення іржі, нерівностей |
| 63-Н | Р24 | 630-800 | |
| 50-Н | Р36 | 500-630 | |
| 40-Н | Р40 | 400-500 | Грубі роботи по дереву, первинне шліфування деревини |
| 32-Н | Р46 | 315-400 | |
| 25-Н | Р60 | 250-315 | |
| 20-Н | Р80 | 200-250 | Згладжування, Первинне шліфування. Штукатурки, деревини, металу |
| 16-Н | Р90 | 160-200 | |
| 12-Н | Р100 | 125-160 | |
| 10-Н | Р120 | 100-125 | |
| 8-Н | Р150 | 80-100 | Зняття фарби, шліфування металу і м’яких порід деревини, підготовка до шліфування твердих порід деревини |
| 6-Н | Р180 | 63-80 |
При маркуванні дрібнозернистого шліфувального паперу розмір зерен вказують у мікрометрах, а після цифри ставлять букву «М» (без дефіса). Приклад: 14М. Це означає, що максимальна зернистість наждачного паперу 14 мікрометрів, але є і більш дрібне зерно розміром до 10 мкм.
За іншим стандартом зернистість наждачного паперу вказується за числом волокон сита, через яке просівається абразив. Виходить тут чим менше число, тим крупніше зерно. Перед цифрою ставлять букву «Р».
| Маркування наждачного паперу по ДСТУ 3647-80 | Маркування наждачного паперу ISO 4344 | Розмір зерна шліфувального паперу в мікрометрах (мкм) | Для яких робіт використовувати |
|---|---|---|---|
| 5-Н или М 63 | Р240 | 50-63 | Вирівнювання перед фарбуванням і початок шліфування твердих порід |
| 4-Н или М 50 | Р320 | 40-50 | |
| Н-3 или М 40 | Р400 | 28-40 | Остаточне вирівнювання під фарбування, шліфування деревини |
| Н-3 или М28 | Р500 | 20-28 | |
| Н-1 или М20 | Р1000 | 14-20 | Шліфування металу, пластику, кераміки, мокре доведення до гладкості деревини. |
| Н-0 или М10 | Р1500 | 10-14 | Надтонке полірування металу, доведення до глянцю пластику, деревини |
| Н-00 или М5 | Р2500 | 7-8 |
Як бачите, вже досить заплутано. Ще варто сказати, що за старим стандартом дрібнозернистий наждак може мати подвійне позначення – з буквами М і Н – як у таблиці. Причому, частіше в ходу були саме варіанти в мікрометрах. Тому найдрібніше зерно – 5М або 00-Н – називають часто нулівкою. Це тому що воно має розмір 3-5 мікрометрів. За правилами округлення це можна вважати нулем. Звідси й пішла ця назва.
Таблиці відповідності стандартам інших країн
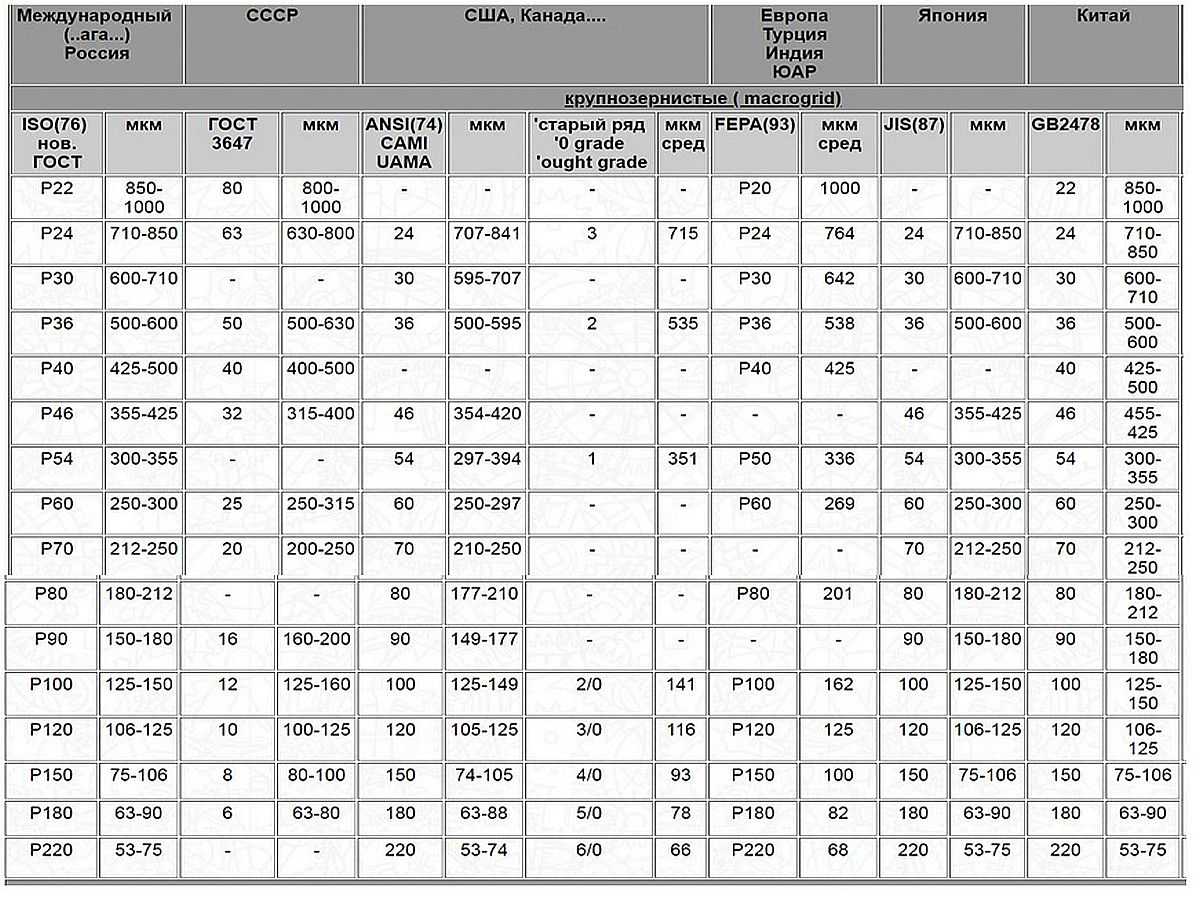
Як бачимо, ситуація непроста. А є ще Американський ANCI (США і Канада), Європейський FEPA або інша його назва ISO 6344, Японський JIS і Китайський GB2478. Причому на ринку можна зустріти матеріал практично з усіх цих країн/частин світу. Тож бажано мати хоч якісь дані. Ті, що зустрічаються найчастіше, наведено в таблицях.
Таблиця позначення зернистості для різних стандартів: крупне зерно:
Таблиця позначення зернистості для різних стандартів: дрібнозерниста
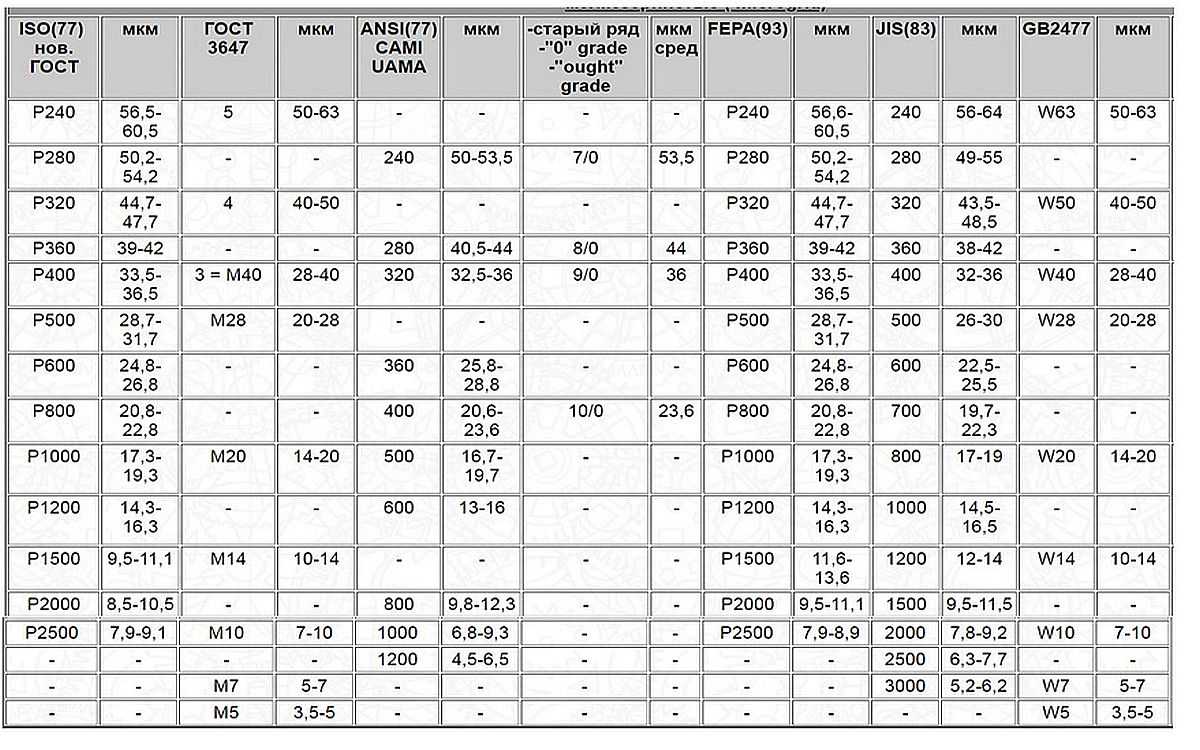
Зверніть увагу, поруч із кожною колонкою прописані розміри зерен у мікрометрах (мкм). Розміри відрізняються. Для роботи це може бути важливо.
Маркування наждачного паперу
Маркування наждачного паперу – набір літер і цифр, в якому закодована повна інформація про тип основи, абразиву, способу нанесення, складу і розмірів зерна. Зернистість ми вже розглянули. Цей параметр стоїть наприкінці ряду букв і чисел. З ним більш-менш зрозуміло. А взагалі, маркування наждачного паперу відображає такі дані (починаючи з першого знака):
- з якого матеріалу зроблено зерно;
- основа шкурки;
- сполучна речовина, якою зерно приклеєне до основи;
- способи нанесення зерна;
- тип основи (паперу або тканини);
- водостійкість (якщо неводостійка, ніякого значка немає);
- зернистість наждачного паперу.
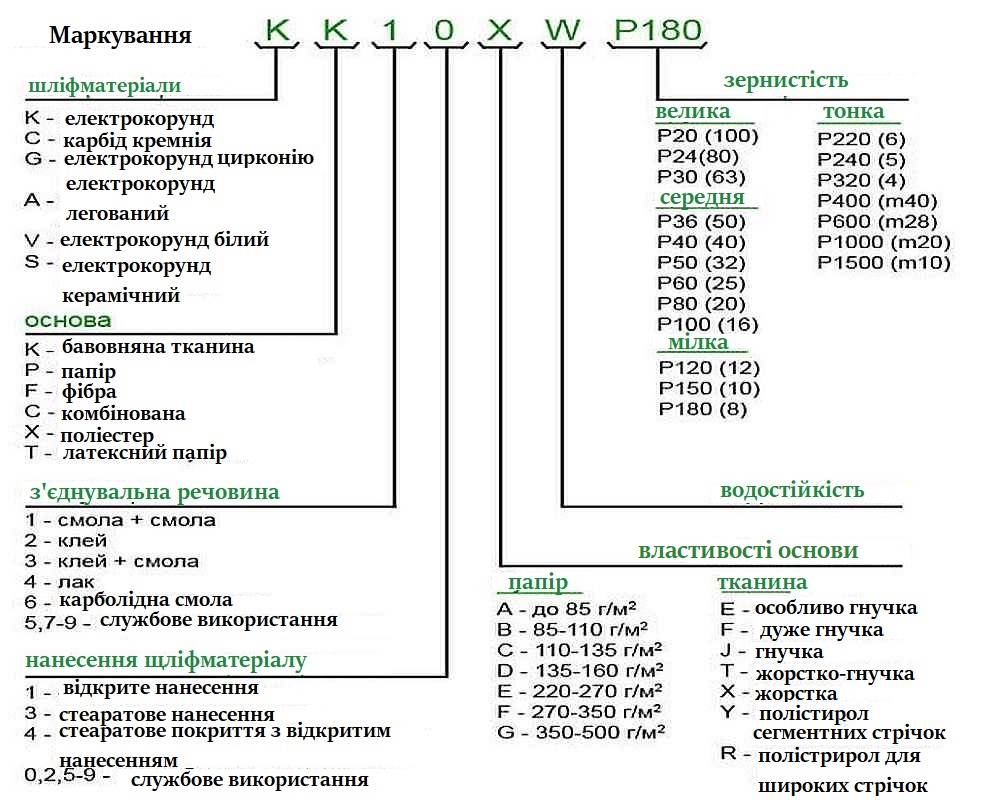
Давайте розбиратися з іншими характеристиками, які зашифровані в маркуванні. Букви тут стоять латинські. Давайте для прикладу розберемо, що означає таке маркування: KK19XW. Отже:
- перша K – тип абразиву – нормальний електрокорунд;
- друга K – основа – бавовняна тканина;
- 1 – двошарове нанесення сполучного (смола + смола).
- 9 – тип нанесення неясний;
- Х – тип текстилю – жорсткий.
- W – позначає те, що матеріал водостійкий.
Далі має стояти буква P і цифри, за якими визначається зернистість наждаку.
Види абразиву
Перша буква в маркуванні позначає матеріал, з якого зроблено абразив. Саме абразивний матеріал відповідає за те, скільки зусиль треба докладати під час обробки. Чим міцніший він, тим довше можна працювати одним шматком шкурки. На жаль, тут справедливе правило – що краще, то дорожче.
- К – «нормальний» електрокорунд. Абразив має коричневий колір (відтінки можуть бути різні). Найпоширеніший і відносно недорогий матеріал.
- C – карбід кремнію. Дуже міцний матеріал. Тривалий час не стирається і мало забивається. Для обробки скла і пластику, для фінішного полірування металу.
- G – цирконієвий електрокорунд. Має цегляно-червоний колір завдяки добавці цирконію. Відрізняється підвищеною зносостійкістю, але коштує дорожче «звичайного».
- A – легований електрокорунд. Має добавку титану, що надає йому синього кольору. Найміцніший, мабуть, міцний. Рекомендований для шліфування матеріалів, що важко піддаються обробці.
- V – білий електрокорунд. Відрізняється білим кольором завдяки великій кількості алюмінію.
- S – керамічний електрокорунд.
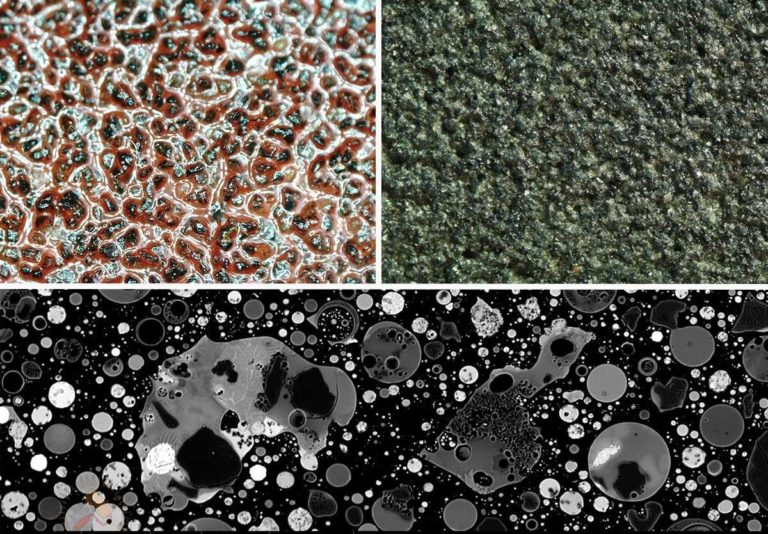
Якщо дивлячись на фото, ви вирішили, що наждак підфарбований, то даремно. Різні кольори йому надають різні добавки, що застосовуються при виготовленні речовин для абразиву. Інша справа, що найчастіше ми бачимо коричневу, сіру або темно-сіру шкурку для шліфування. Вони просто найдешевші і найбільш ходові.
Види основи
Основа шліфувальної шкурки – це матеріал, на який наклеєний абразив. Цей матеріал визначає ступінь гнучкості, стійкість до деформацій. Також від основи залежить, для сухого чи вологого шліфування можна використовувати цей тип шкурки.
У маркуванні вид основи зашифрований другою літерою.
- Ткана основа. Полотна ткуться з бавовняних і синтетичних волокон:
- K – бавовняна тканина. Висока міцність, зносостійкість, не боїться намокання. З недоліків – може подовжуватися під час роботи. Для стрічкових шліфмашин це погано.
- X – текстиль із поліестеру. Порівняно з бавовною вирізняється більшою зносостійкістю. Йде на виготовлення стрічок різної ширини. Основа щільна. Може злегка розтягуватися при заправці в шліфувальні машини і при цьому тривалий час не деформується.

- Y – синтетична. Застосовується в меблевій промисловості для шліфування дерев’яних щитів. Витримує дуже великі навантаження.
- J – еластична х/б тканина. Застосовується для обробки незначного рельєфу.
- JJ або F – х/б тканина підвищеної еластичності. Ці види основи – для вузьких стрічок, для обробки глибокого рельєфу. Дуже добре тягнуться і гнуться.
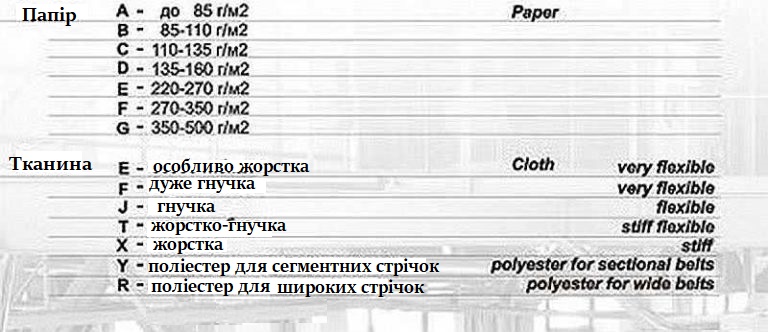
- P – паперова основа. Недорога, можна наносити навіть дуже дрібне зерно. Нульовка та інші абразиви з дрібним зерном саме на такій основі. Без додаткового просочення не може застосовуватися для мокрого шліфування (з подачею води). Папір для наждаку буває різної щільності. На менш щільний наносять дрібний абразив, на більш щільний – великий. Такі типи паперу для шліфувальної шкурки є:
- А – щільність 90 г/м², В – 110 г/м². Для дрібного зерна. Гнучкий, гнеться добре, що полегшує фінішне доведення.
- С – щільність 125 г/м², для абразиву середнього розміру. Цей тип найбільш популярний. Може бути у вигляді рулонів або тонких аркушів.
- Щільність паперу D – 150-180 г/м², типу E – 220-250 г/м². Це основа для грубого зерна. Зазвичай є у вигляді листів (ручне застосування) і вузьких стрічок, дисків для віброшліфувальних машин.
- Жорсткий папір F (270 г/м²) і T (300 г/м²) – основа для дуже крупного зерна. Його застосовують для виготовлення широких стрічок для великих шліфмашин.
- F – фібра. Щільне і міцне полотно. Застосовується для дисків. Вбирає воду і тому не годиться для мокрого шліфування.
- C – комбінована основа. Це важкий папір, з одного боку проклеєний тканиною. Тканина робить папір стійкішим до деформацій, він довше експлуатується. Застосовують зазвичай для крупного зерна.
- T – латексний папір. Це спеціалізований тип основи, який домашні майстри не застосовують через його високу вартість.
Якщо говорити про основу, то найдешевший наждак на основі паперу. Його зазвичай застосовують для ручної обробки або закріплюють на ручному держаку. Для шліфмашин частіше беруть ткану основу. А от бавовна чи поліестер – це вже на ваш вибір. Кому що більше подобається.
Зв’язуюча (сполучна) речовина
На третій позиції в маркуванні шліфувальної шкурки стоїть цифра, якою закодовано спосіб закріплення абразиву на основі. Використовують клей або полімерні смоли, їхні комбінації. Клей добре «зчіплюється» з абразивом і основою. Одношарове нанесення сполучного (на маркуванні цифра 2 у відповідній позиції) застосовують там, де наждак не піддається сильному навантаженню.
Способи приклеювання абразиву до основи. Застосовується клей або смола, їх поєднання в різному порядку:
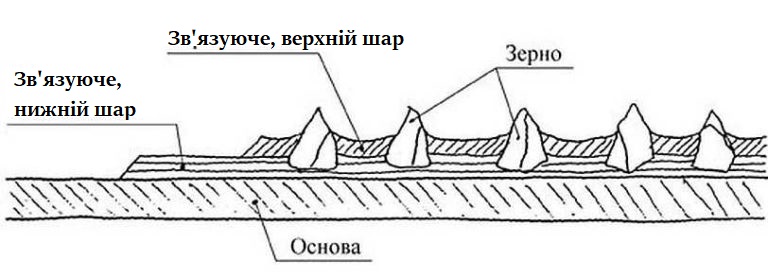
Для міцнішого утримання зерен, поверх клею наливається другий шар. Найчастіше це смола (фенольна або будь-яка інша). Виходить зв’язка – клей + смола (цифра 3 у маркуванні). Другий шар сполучного робить наждак більш стійким до стирання.
Є ще варіант – смола + смола (це 1 у кодуванні). Тобто, і перший, і другий шар роблять із бакелітової смоли. Вартість такого варіанту вища, що зумовило її сферу використання – виробництва.
Спосіб нанесення і насипання зерна
Є два способи нанесення зерна на первинний шар сполучної речовини:
- вільний
- електростатичний.
При вільному, частинки абразиву просто насипаються. Вони лежать у вільному порядку, їхній напрямок випадковий. При електростатичному способі засипання зерна, папір пропускають через електричне поле. У результаті зерна мають однакову орієнтацію, що робить поверхню більш шорсткою.
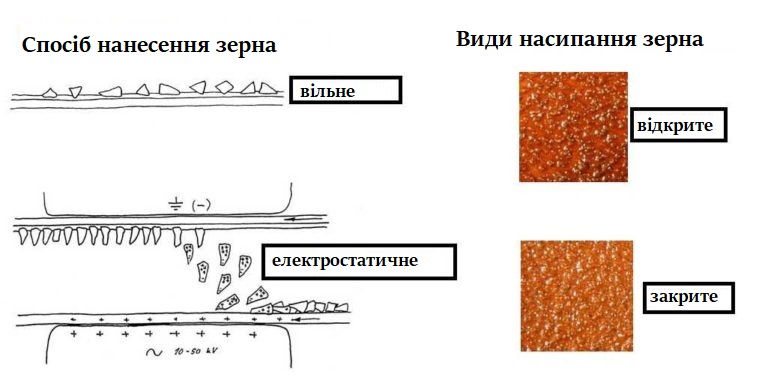
Крім того, є два типи насипання зерна:
- відкрите
- закрите.
Відрізняються вони кількістю частинок на одиницю площі. При відкритому засипанні гострі фрагменти розташовані на відстані один від одного, видно (відкрита) основа. Такий папір хороший при роботі з пухкими матеріалами. Наприклад, із деревиною. Деревний пил просипається, абразив не забивається.
Закрите засипання зерна на наждаку більш щільне. Частинки абразиву лежать одна біля одної, основа практично закрита, не проглядається. Такий тип шліфувальної шкурки хороший для жорстких матеріалів (сталі, наприклад).
Якою має бути зернистість наждачного паперу для роботи
Як ви розумієте, для різної обробки матеріалів застосовується різна шліфувальна шкурка. Мова зараз не про форму випуску, а про розмір зерна, спосіб його нанесення. Тип абразиву і спосіб нанесення має вторинне значення. Вони більше впливають на довговічність використання матеріалу. Але як завжди, краще – значить дорожче. Тут кожен уже вибирає сам. А ось розмір зерна краще підбирати під конкретні завдання.
Яким наждачним папером шліфувати дерево
Для того щоб шкурка не забивалася, зерно має бути нанесене з проміжками. Це відкритий тип нанесення. У такому разі не доведеться часто її «вибивати» або міняти. Тип основи – папір або тканина. Папір дешевший, тканина дорожча. Якщо є шліфмашинка, дивіться в рекомендаціях до неї. Для обробки вручну, можна закріпити шматок на спеціальний тримач або прибити до бруска.
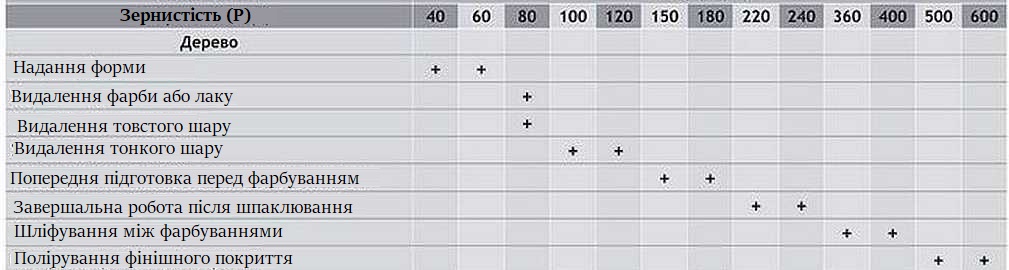
Рекомендації щодо вибору зернистості дані в таблиці. Для первинної обробки, йде шліфшкурка від P40 до P80. Це надання форми, зняття товстого шару. Тими ж матеріалами знімаємо лак і фарбу з деревини. Для підготовки дерева до фарбування потрібна вже P100 до P240. Для шліфування після нанесення першого шару лаку, беремо P360 або P400. А доведення до гладкості – власне полірування і лакування – це вже зовсім дрібні P500 і вище. Взагалі, полірування – це окрема тема, і там треба покроково шліфувати і наносити фарбу або лак. І з кожним разом зерно беруть дедалі тонше. А завершують полірування, взагалі м’яким полірувальним (повстяним) матеріалом.
Яким наждаком обробляти метал
Для обробки металу доведеться брати більш жорсткі абразивні матеріали, а отже, і більш дорогі. Звичайний корунд впорається з алюмінієм і його сплавами. Ними ж обробляють чавун, бронзу і чорну сталь. Для латуні потрібен хоча б цирконієвий, але краще титановий або легований електрокорунд. А ще краще – керамічний. Ще зверніть увагу – спосіб нанесення має бути закритим.
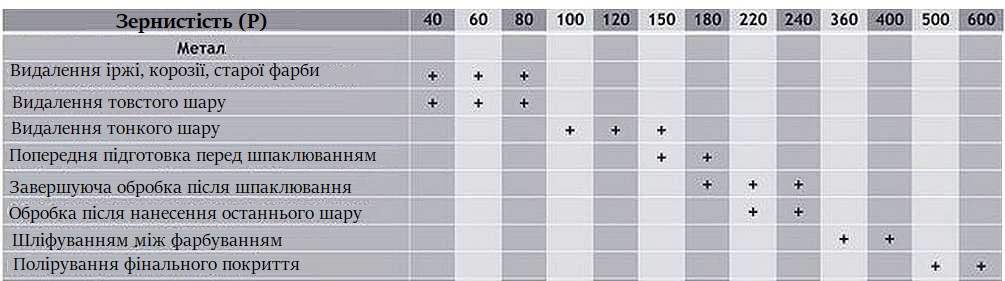
Принцип підбору зернистості той самий: для грубої обробки підвищена «шорсткість» крупного зерна, що тонша обробка, то дрібніший абразив. Для зняття іржі та вирівнювання основних шорсткостей беруть найгрубішу наждачку. Що тонший шар, то менший розмір зерна. Тож тут усе логічно. Але зверніть увагу, що на кожен вид роботи припадає два або три розміри зернистості. Це не означає, що треба брати будь-який із зазначених. Це означає, що для отримання хорошого результату треба обробляти кожним розміром. Хоча, якщо зовнішній вигляд вам не такий важливий, тоді можна й одним розміром із рекомендованих.
Наждачний папір для пластику, каменю, кераміки та скла
За типом абразиву та його нанесення рекомендації ті самі: міцніші, більш щільне розташування. Але шліфування рекомендоване з подачею води, тож потрібна водостійка модифікація наждака.
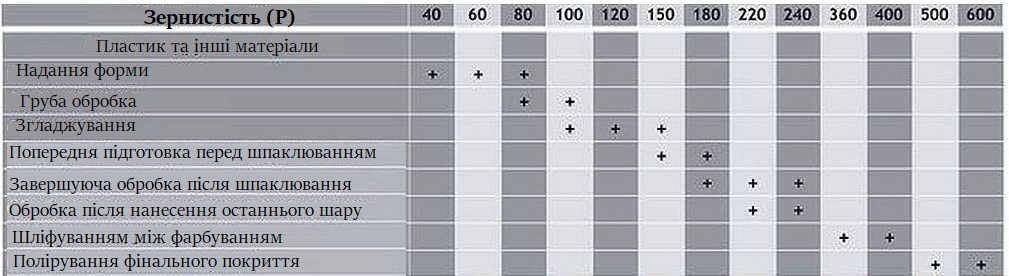
Для фінішного доведення пластику і скла, шліфувальна шкурка навіть з найменшим зерном – та сама нулівка або P800 – буде занадто грубою. Вона залишатиме видимі подряпини. Доводять до гладкості ці матеріали за допомогою пасти ГОІ і ще більш тонких шліфувальних складів. Але це вже окрема історія і свої технології.





