
Дедалі частіше металеві труби замінюють на пластикові, зокрема – з поліпропілену. Вони мають тривалий термін експлуатації (до 50 років), не іржавіють, не гниють, важать небагато, та ще й зібрати все можна своїми руками, не залучаючи фахівців. Зварювання поліпропіленових труб вимагає певної навички, але вона приходить швидко. Попередньо можна попрактикуватися на невеликих обрізках і недорогих фітингах, а потім братися за створення більш серйозних речей.
Зробити, до речі, можна не тільки водопровід або опалення, а й дуже багато потрібних і корисних речей:

Зміст
Види і призначення поліпропіленових труб
Труби з поліпропілену можуть бути чотирьох кольорів:
- зелені,
- сірі,
- білі
- чорні.
Відрізняються характеристиками тільки чорні – вони мають підвищену стійкість до ультрафіолету і використовуються при прокладанні системи поливу по ґрунту. Всі інші мають схожі характеристики і прокладаються в приміщеннях або закопуються в ґрунт.
За призначенням поліпропіленові труби бувають таких видів:
- Для холодної води (температура до +45°C). Відрізнити їх легко за поздовжньою смугою блакитного кольору.
- Для гарячого водопостачання (нагрівання до +85°C). Відмітна риса – смуга червоного кольору.
- Універсальні (максимальний нагрів до +65-75°C залежно від виробника). Наноситься дві смуги поруч – блакитна і червона.

Як для холодної, так і для гарячої води є труби з різними характеристиками. Відображається це в маркуванні:
- PN10 використовуються виключно в системах холодного водопостачання (до +45°C) з низьким тиском (до 1 МПа). Мають невелику товщину стінок. Для багатоповерхівок не підходять.
- PN16. Часто маркуються як універсальні, але частіше використовують для холодної води – витримують нагрівання середовища до +65°C і тиск до 1,6 МПа.
- PN20. Товстостінні труби, які можуть транспортувати середовище з температурою до +80°С, витримують тиск до 2 МПа. Використовуються при розведенні гарячої води та системи опалення.
- PN25. Це армовані поліпропіленові труби (фольгою або скловолокном). За рахунок наявності армуючого шару часто мають меншу товщину стінок, ніж PN20. Температура нагріву середовища – до +95°C, тиск – до 2,5 МПа. Застосовуються для гарячого водопостачання та опалення.
Всі вони випускаються різних діаметрів – аж до 600 мм, але в квартирах і приватних будинках використовуються, в основному, розміром від 16 мм до 110 мм. Зверніть увагу, що вказується внутрішній діаметр, оскільки товщина стінок може бути різною.
Що таке зварювання поліпропіленових труб
Поліпропілен вирізняється підвищеною жорсткістю, і, для створення систем необхідної конфігурації, використовуються фітинги з того ж матеріалу. Це різні куточки, трійники, обходи, перехідники, муфти тощо. З трубами вони з’єднуються за допомогою пайки. Цей процес називають ще зварюванням, але суть його не змінюється: два елементи розігріваються до температури плавлення і, в гарячому стані, з’єднуються один з одним. При правильному виконанні, з’єднання виходить монолітним і служить нітрохи не менше, ніж самі труби.

Фітинги для поліпропіленових труб дають змогу створити систему будь-якої конфігурації.
Для з’єднання поліпропілену з металами є комбіновані фітинги, в яких одна частина зроблена з металу і з’єднується за допомогою різьбового з’єднання, а друга – поліпропіленова – зварюється.
Чим паяти труби
Зварювання поліпропіленових труб відбувається за допомогою спеціального пристрою, який називають паяльником або зварювальним апаратом. Це невелика металева платформа, усередині якої знаходиться електрична спіраль, що розігріває поверхню. Через таку конструкцію цей агрегат ще називають праскою.
Дві конструкції пристрою для зварювання ПП труб:

Для з’єднання двох елементів, поверхні, що зрощуються, нагрівають до температури плавлення (+260°). Щоб розігріти елемент на потрібну глибину, на зварювальну платформу встановлюються дві різні металеві насадки з тефлоновим покриттям:
- для нагрівання внутрішньої поверхні використовується дорн (меншого діаметра);
- для розігріву зовнішньої поверхні ставлять гільзу.

Два елементи, що з’єднуються, одночасно надягають на відповідні насадки, витримують певний проміжок часу (кілька секунд), потім з’єднуються. Так відбувається зварювання поліпропіленових труб.
Як зварювати поліпропіленові труби
Конструкції паяльників для поліпропіленових труб трохи відрізняються, але принципи роботи з ними загальні. Є дві основні моделі – з плоскою платформою або циліндричним нагрівачем. За нормальної якості, працюють і ті й інші, різниці практично немає. Кому що зручніше, те й вибирають.
Так виглядає добре зроблене з’єднання в розрізі – як єдине ціле:

Підготовчі роботи
Перед початком роботи треба розігріти паяльник, але тут не все так просто. Порядок його підготовки такий:
- Спочатку на платформу встановлюються насадки відповідного діаметра.
- В отвір у платформі протягується шпилька, на неї надягають з двох боків дорн і гільзу, затягують гайками з двох боків.
- Якщо нагрівальний елемент у вигляді трубки, для нього насадки продають закріпленими на пластині. Пластину надягають на нагрівальний елемент, затягують кріпильний болт.
- На регуляторі виставляється необхідна температура нагріву. Для поліпропіленових труб температура зварювання становить +260°C. Саме її виставляємо на регуляторі, вмикаємо в мережу.
- Чекаємо сигналу набору заданої температури. У деяких моделях є звуковий сигнал, але, в основному, загоряється або гасне світлодіод (у різних моделях по-різному).
Паяльник до роботи готовий. Але треба ще підготувати труби і фітинги. Перша умова якісного зварювання – рівний зріз. Розріз має бути строго вертикальним, без задирок і здирів. Такий зріз можна отримати, використовуючи спеціальні ножиці. Вони мають знизу дві широкі губки, що фіксують трубу на місці, а ріжуча частина знаходиться зверху.
Якщо різати так, зріз буде рівним і гладким:

Друга умова хорошої пайки ПП труб – чисті, сухі, знежирені деталі. Якщо хочете, щоб водопровід або опалення служили довго і не текли, цю процедуру пропускати не варто. Зріз труби і фітинг очищають за допомогою спирту або води з мийним для посуду. Потім чекають, поки все висохне, і тільки після цього починають процес пайки.
Як довго гріти
Під час зварювання поліпропілен необхідно нагріти строго до необхідної температури. Перегрів і недогрів значно знижують якість шва. Занадто перегріта і розм’якшена труба просто не вставиться у фітинг, а недостатньо розігрітий матеріал не сплавиться.
Час нагріву залежить від діаметра труб, температури повітря і вказано в таблиці.
| Діаметр поліпропіленової труби | Глибина зварювання | Час нагрівання | Час зварювання | Час охолодження |
|---|---|---|---|---|
| 16 | 12-14 мм | 5 с | 6 с | 2 хв |
| 20 | 14-17 мм | 6 с | 6 с | 2 хв |
| 25 | 15-19 мм | 7 с | 10 с | 2 хв |
| 32 | 16-22 мм | 8 с | 10 с | 4 хв |
| 40 | 18-24 мм | 12 с | 20 с | 4 хв |
| 50 | 20-27 мм | 18 с | 20 с | 4 хв |
| 63 | 24-30 мм | 24 с | 30 с | 6 хв |
| 75 | 26-32 мм | 30 с | 30 с | 6 хв |
Взагалі паяти можна за +5°C, але дані наведено для +20°C. За спекотнішої погоди час витримки елементів на паяльнику скорочують на 30-60 секунд, за холоднішої – збільшують.
Зверніть увагу, на колонку «глибина» зварювання в таблиці. Ця позначка ставиться на трубі. До неї треба буде втиснути її у фітинг. При цьому перед кромкою фітинга утворюється невеликий валик розплавленого пластику. Це й означатиме, що шов зроблено правильно.
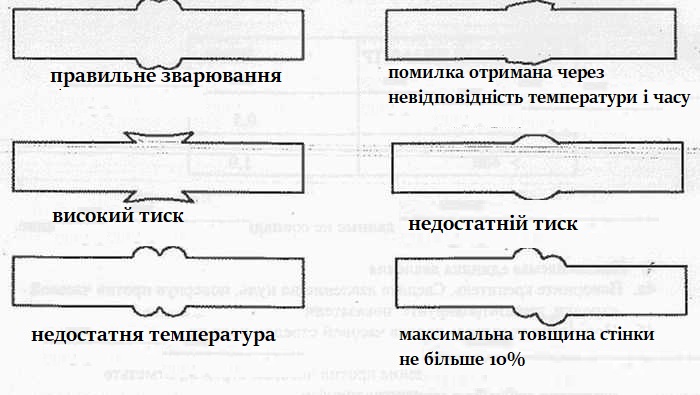
Помилки, які можуть бути під час зварювання поліпропіленових труб:
Ще одна колонка потребує пояснення – «час зварювання». Це час, на який треба стиснути і зафіксувати зварювані елементи.
Взагалі, якщо спробувати вставити холодну трубу у фітінг, вона має заходити з великими труднощами – зовнішній діаметр труби трохи більший за внутрішній діаметр фітинга. Це зроблено навмисно, для забезпечення деякого надлишку матеріалу, з якого і утворюється валик на шві. Щоб зварювання поліпропіленових труб було надійним, краще всі комплектуючі брати однієї фірми. Так гарантовано розміри будуть збігатися. В іншому разі, треба приміряти – щоб фітинг не «проскакував», а натягувався насилу.
Технологія
Як уже говорили, при зварюванні поліпропіленових труб, їх і фітинги треба очистити, знежирити і висушити. І тільки після цього можна починати паяти.
Така підготовка підходить для всіх типів труб, крім армованих фольгою. У цьому разі після того, як відрізали потрібний шматок, зріз зачищають до фольги спеціальним пристроєм – шейвером. У нього вставляється труба і кілька разів провертається. При цьому знімається верхній шар пластику, після чого можна знежирювати і паяти.
У армованих фольгою труб зрізається поліпропілен до фольги:

Після того, як поверхня висохне, на трубі малюють мітку, відзначаючи відстань, на яку треба втиснути її у фітинг (найпростіше тонким маркером або гостро відточеним простим олівцем).
Відмічаємо глибину зварювання:

Пайка поліпропілену покроково
Далі технологія зварювання пп труб така:
- Відрізану ділянку труби надягаємо на дорн, фітинг вставляємо в гільзу. Робити це необхідно одночасно, в крайньому разі, раніше надягається фітінг, оскільки має велику товщину стінок. Затримка має бути дуже маленькою.
Надягаємо на насадки

- Витримуємо елементи необхідну кількість часу.
- Знімаємо з насадок, з’єднуємо, вдавлюючи трубу у фітинг до позначки. З’єднання виключно лінійне, не можна провертати елементи щодо горизонтальної осі (не крутіть, хоч і дуже хочеться). Можна відразу після з’єднання вирівняти горизонтальність, якщо помічено невідповідність.
Фіксуємо щоб зварювання поліпропіленових труб було надійним

- Під час з’єднання доводиться докладати досить великих зусиль. Це ж зусилля зберігається кілька секунд (у таблиці в стовпці «час зварювання»).
- Після закінчення зазначеного часу натиск припиняємо, а з’єднання не можна турбувати кілька хвилин (у таблиці колонка «час охолодження»). Після цього можна вважати, що пайка поліпропіленової труби завершена. Можна приступати до наступного шва.
Одне зауваження: відразу після закінчення зварювання, огляньте насадки на паяльнику. Якщо є залишки матеріалу, їх видаляють м’якою, безворсовою тканиною, що не линяє (білою). Залишати пластик на паяльнику не можна – наступний фрагмент прилипне, віддирати буде складно. Не можна чистити насадки із застосуванням абразивів – покриття у них тефлонове, дряпаються легко. А навіть мікроскопічні подряпини призведуть до того, що фрагмент на паяльнику (прасці), залипне.
Працювати, до речі, краще в тканинних рукавичках – менше опіків буде.
Перед введенням системи в експлуатацію, її треба перевірити. Роблять це за допомогою опресування. Що це таке, і як його робити, читайте тут.
Розводка поліпропіленових труб
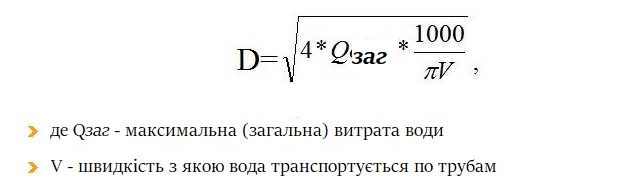
Поліпропіленові труби використовують для монтажу гребінки холодної або гарячої води, опалення. Вибір діаметра в кожному випадку індивідуальний – залежить від об’єму рідини, яку необхідно прокачати за одиницю часу, необхідної швидкості її руху (формула на фото).
Розрахунок діаметрів труб для систем опалення – це окрема тема (визначати діаметр треба після кожного відгалуження), для водопроводів усе простіше. У квартирах і будинках для цих цілей використовують труби діаметром від 16 мм до 30 мм, причому найбільш ходові – 20 мм і 25 мм.
Рахуємо фітинги
Після визначення діаметра обчислюють загальну протяжність трубопроводу, залежно від його будови докуповують фітинги. З довжиною труб все відносно просто – вимірюєте протяжність, додаєте близько 20% на похибку і можливі дефекти в роботі. Щоб визначити, які фітинги потрібні, потрібна схема трубопроводу. Намалюйте її, позначивши всі відводи і прилади, до яких потрібно підключатися.
Приклад розведення поліпропіленових труб у ванній:

Для підключення до багатьох приладів потрібен перехід на метал. Є й такі поліпропіленові фітинги. У них з одного боку латунне різьблення, з іншого – звичайний фітинг під пайку. Відразу треба дивитися діаметр патрубка приладу, що підключається, і тип різьблення, яке повинно бути на фітингу (внутрішнє або зовнішнє). Щоб не помилитися, краще все записувати на схемі – над тим відведенням, де буде встановлений цей фітинг.
Далі за схемою рахується кількість «Т» і «Г» подібних з’єднань. Для них купуються трійники і куточки. Бувають ще хрестовини, але вони застосовуються рідко. Куточки, до речі, є не тільки під 90°. Є по 45°, 120°. Не забудьте про муфти – це фітинги для стикування двох відрізків труб. Не забувайте, що поліпропіленові труби абсолютно не еластичні і не гнуться, тому кожен поворот роблять за допомогою фітингів.
Коли будете закуповувати матеріали, домовтеся з продавцем про можливість заміни або повернення частини фітингів. Проблем зазвичай не виникає, оскільки навіть професіонали не завжди можуть відразу точно визначитися з необхідним асортиментом. Крім того, в процесі монтажу іноді доводиться змінювати структуру трубопроводу, а значить, змінюється набір фітингів.
Компенсатор для гарячого водопроводу та опалення з поліпропіленових труб:
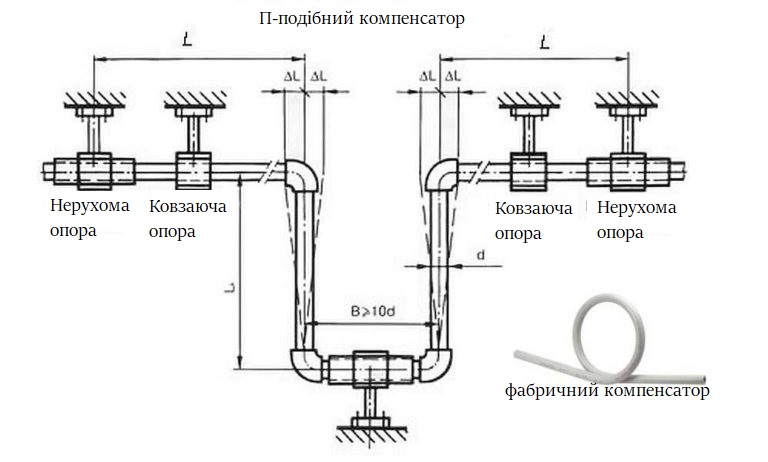
Поліпропілен має досить значний коефіцієнт температурного розширення. Якщо монтується поліпропіленовий гарячий водопровід або система опалення, потрібно зробити компенсатор, за допомогою якого буде нівелюватися подовження або вкорочення трубопроводу. Це може бути фабрична петля-компенсатор, або зібраний за схемою компенсатор з фінігів і шматків труб (на фото вище).
Способи укладання поліпропіленових труб
Є два способи монтажу поліпропіленових труб – відкритий (по стіні) і закритий – у штробах у стіні або в стяжці. По стіні або в штробі труби з поліпропілену кріплять на тримачі-кліпси. Вони є одинарні – для укладання однієї труби, є подвійні – коли дві гілки йдуть паралельно. Кріпляться на відстані 50-70 см. Труба в кліпсу просто вставляється і тримається завдяки силі пружності.
Кріплення поліпропіленових труб до стін:

Під час укладання в стяжку, якщо це тепла підлога, труби кріплять до армувальної сітки, іншого додаткового кріплення не потрібно. Якщо замонолічуватися буде підводка до радіаторів, труби можна не кріпити. Вони жорсткі, своє положення навіть під час заповнення теплоносієм не змінюють.
Варіант прихованої і зовнішньої проводки в одному трубопроводі (за ванною проводку зробили відкритою – менше роботи):

Нюанси пайки труб
Сам процес зварювання поліпропіленових труб, як ви бачили, праці особливої не залишає, але ось тонкощів є дуже багато. Наприклад, незрозуміло, як при стику труб підганяти ділянки так, щоб труби були рівно тієї довжини, яка потрібна.
Секрети швидкої та рівної підгонки поліпропіленових труб
Інший момент зварювання поліпропіленових труб – пайка у важкодоступних місцях. Не завжди є можливість надіти на паяльник з двох боків трубу і фітинг. Наприклад, паяємо в кутку. Паяльник доводиться засовувати в кут, з одного боку насадка впирається прямо в стіну, фітинг на неї не натягнеш. У цьому випадку ставлять другий комплект насадок такого ж діаметра і на ньому гріють фітинг.
Як паяти поліпропіленові труби у важкодоступному місці
Перехід із залізної труби на поліпропілен, заміна ділянки труби





